0.00грн.
Зробити замовлення5-осьовий верстат з ЧПК - що це таке?
5 - осьовий верстат з ЧПК (також відомий як 5-осьовий обробний центр) — це точний верстат з ЧПК, який використовує широкий спектр ріжучих інструментів для видалення матеріалів із заготовки. Це робиться вздовж п’яти різних напрямних осей, позиціонуючи деталь або одночасно розрізаючи її вздовж цих осей, доки не буде досягнута бажана форма.
Для більш конкретного представлення прикладом 1-осьового верстата може бути радіально-свердлильний верстат із рухом вгору та вниз (вісь Z). Відповідно до тієї ж логіки, 3-осьовий верстат з ЧПК може рухатися вгору і вниз (вісь Z), справа наліво (вісь X), а також вперед і назад (вісь Y).
5-осьовий верстат з ЧПК має дві додаткові поворотні осі, що відкриває двері для нескінченної кількості можливостей обробки. Типи осі обертання включають осі обертання A, B і C, які обертаються навколо осі X, осі Y і осі Z відповідно. Хоча це три додаткові осі, а не дві, вони все одно вважаються загалом 5 осями. Комбінація додаткових осей залежить від машини та може бути будь-якою комбінацією AB, AC або BC.
Завдяки додатковим осям ріжучий інструмент може наближатися до деталі з усіх боків, уможливлюючи підрізання, яке можливе лише на верстатах із меншою кількістю осей, якщо деталь була переставлена за допомогою універсальних пристосувань. Ця ситуація у верстатах з меншою кількістю осей не тільки забирає багато часу, але може спричинити помилки — ситуації, яких можна уникнути за допомогою 5-осьового верстата з ЧПК.
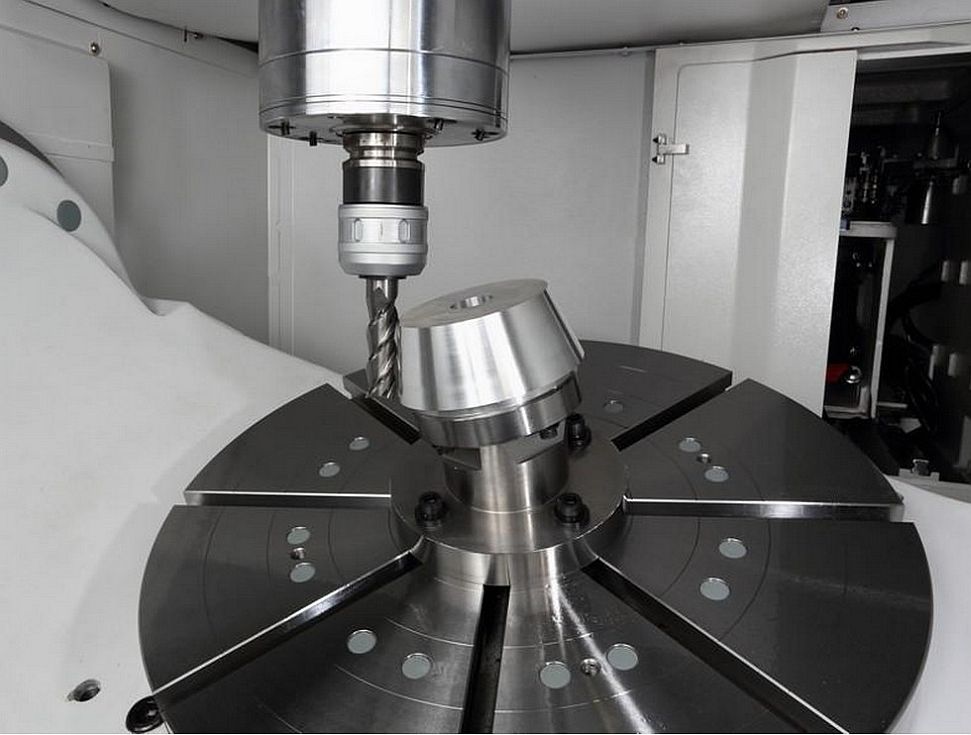
Ріжучий інструмент 5-осьового верстата з ЧПК підходить до заготовки з будь-якого з п'яти напрямків. Він рухається по лінійних осях X, Y і Z, а також обертається по осях A, B або C.
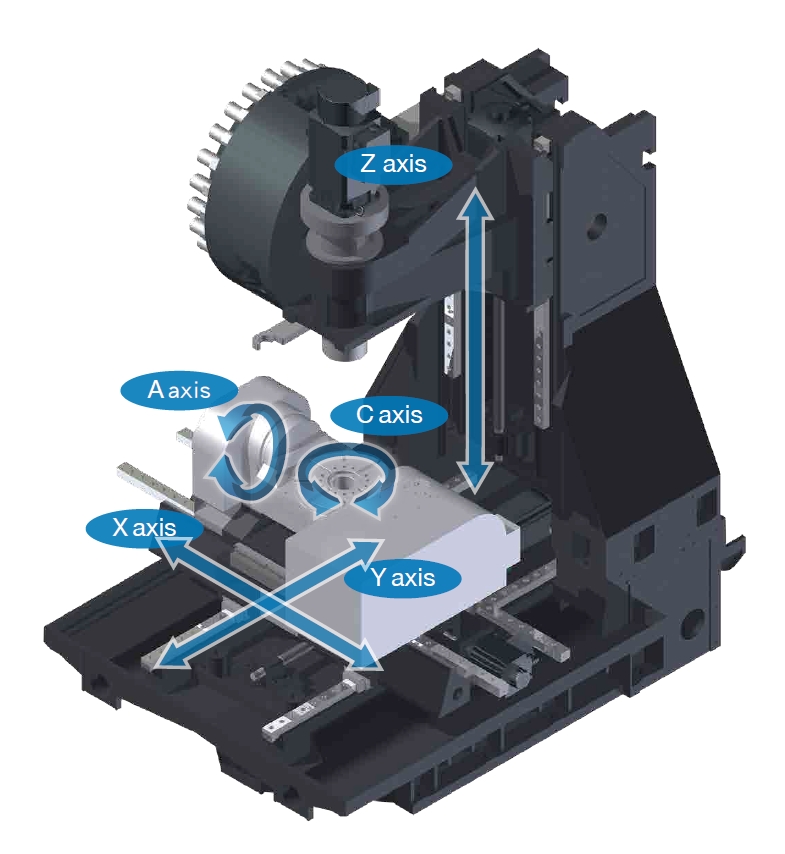
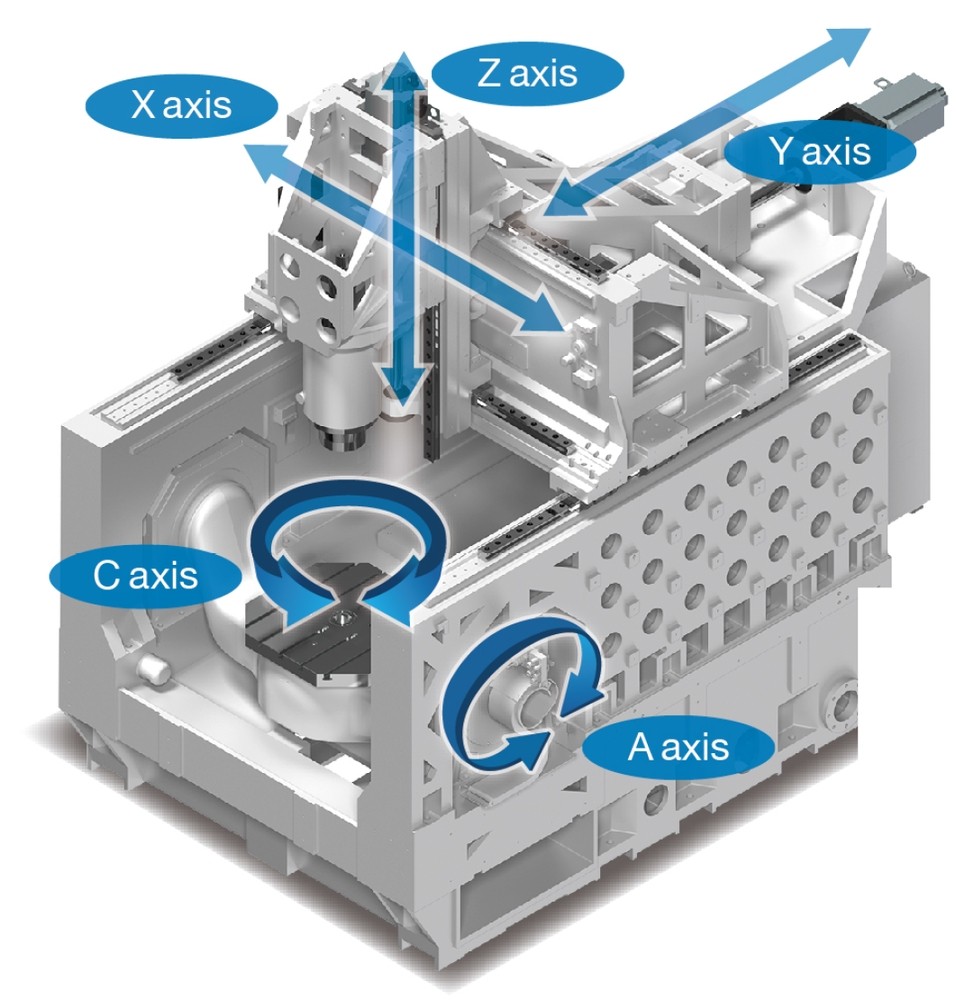
Ось відповідні осі та їхні рухи:
● Вісь Х – зліва направо
● Вісь Y – спереду назад
● Вісь Z - вгору і вниз
● Вісь A – поворот на 180° навколо осі X
● Вісь B – поворот на 180° навколо осі Y
● Вісь C – поворот на 180° навколо осі Z
Щоб краще задовольнити дедалі складніші потреби таких передових галузей, як аерокосмічне машинобудування, медицина, оборона, робототехніка та автомобілебудування, виробники верстатів з ЧПК постійно впроваджують інновації у розробці нових, складніших і водночас потужніших верстатів.
Однією з головних віх у цій галузі є розробка 5-осьових обробних центрів. Можливості та гнучкість таких верстатів значно перевершують стандартні 3-осьові обробні центри. Деякі ключові моменти можна побачити в таблиці нижче:
| Різниця | 3-осьовий | 5-осьовий |
| 1 | Матеріали подаються та обробляються лише по 3 осях – осі X, Y та Z. | Матеріали подаються та обробляються по 5 осях – осі X, Y, Z, A & B / C. |
| 2 |
Важко обробляти складні деталі в одній установці, а також заготовки, які мають глибокі та вузькі порожнини або форми. Обмеження через переміщення тривимірної осі. Для більш складних операцій деталі потрібно переставити та закріпити у виготовлених на замовлення пристосуваннях. |
Створено для складних деталей із високоточними результатами обробки. Можна використовувати коротші ріжучі інструменти з більшою швидкістю інструменту та меншим рівнем вібрації. Це значно економить час і зусилля при механічній обробці, одночасно дозволяючи виготовляти більш складні деталі. Можливість охоплення будь-якої частини з 5 сторін для створення складних контурів. Наприклад, робоче колесо, прес-форма для шин, деталі 3D-форми. |
| 3 | Щоб отримати якісну обробку поверхні, може знадобитися змінити положення деталей. Це не тільки займе додатковий час, але й ймовірність помилок висока. |
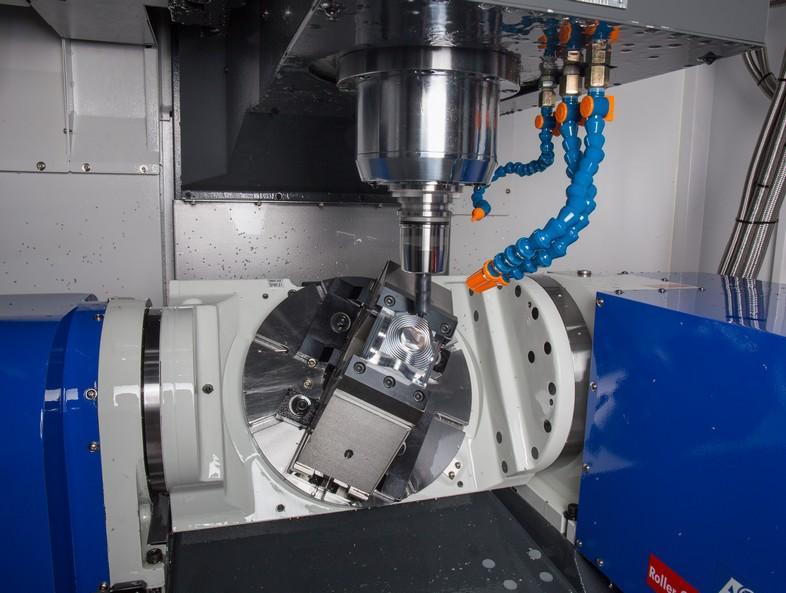
5-осьові верстати з ЧПК здатні розташувати деталі на ріжучому інструменті в оптимальному положенні одна до одної (90 градусів). Одночасно доступні всі 5 сторін деталі. Навіть найскладніші контури та форми можна обробити за допомогою одночасного використання всіх 5-осі. |
| 4 | Менша кількість осей спрощує програмування за рахунок швидшої підготовки та часу виконання. | Системи CAD/CAM використовуються для легкого програмування складних операцій. |
Одна з переваг 5-осьового обробного центру полягає в тому, що не потрібні складні затискні системи чи пристосування для утримання деталі, що обробляється. Тому налаштувати заготовку на такому верстаті досить легко.
Обладнання для кріплення або частина заготовки бажано встановлювати в центрі столу верстата. Утримуючим обладнанням можуть бути лещата з нульовим затискачем, гідравлічний затискач або просто блок, де надійно кріпиться деталь, що обробляється.
Що ще важливіше, деталь повинна мати вільний доступ для ріжучого інструменту з усіх 5 сторін і надійно закріплена так, щоб вона не могла рухатися або вібрувати. Потім необхідно підготувати, виміряти та завантажити ріжучі інструменти та тримач інструментів у магазин автоматичної зміни інструментів (ATC).
Важливим моментом, який часто забувають, є калібрування всієї машини перед початком виробництва. Для цього калібрування потрібне дуже спеціальне програмне забезпечення та автоматичний вимірювальний зонд (керований інфрачервоним або радіозв’язком). Повна функція калібрування може тривати приблизно 45 секунд (у випадку Hwacheon) або максимум 2-3 хвилини, залежно від марки та типу пристрою.
Виконуючи такий цикл калібрування, машина свіжо та правильно відкалібрована по всіх осях, і допуски не накопичуються між кожною віссю. Це слід робити принаймні раз на місяць (бажано раз на тиждень) і обов’язково перед кожним виробничим циклом.
Багато 5-осьових обробних центрів продаються, на жаль, без цієї функції та необхідного для неї обладнання — головним чином для економії грошей. Хоча початкові суми грошей можна заощадити, це відбувається за рахунок точності. Згодом такі витрати будуть збільшуватися, що призведе до неякісної обробки. Це, звичайно, не є частиною найкращих галузевих практик.
Ще один важливий момент, на який слід звернути увагу, — уважно перевірити, чи немає потенційних зон зіткнення, перш ніж натиснути кнопку запуску циклу. Після цього дозвольте всій програмі виконуватися крок за кроком, щоб переконатися, що кожне положення є правильним і що кожен змінений інструмент є правильним.
Якщо не витратити час на перевірку, може статися збій. Це не тільки вимагає значної кількості часу для усунення, але може призвести до дуже дорогого ремонту, а також потреби в перестановці всіх осей.
Для обробки деталей необхідна програма ЧПК для позиціонування осі та запуску операцій свердління, нарізання різьби та фрезерування. Для простих і менш складних операцій ви можете виконувати це безпосередньо на самому верстаті за допомогою панелі керування ЧПК і за допомогою різних макросів/підпрограм ЧПК.
Для обробки більш складних завдань або деталей зі складнішими контурами використовуються системи CAD / CAM, які підходять для верстатів, елементів керування з ЧПК, а також для загальної конфігурації верстата.
Більшість програм ЧПК сьогодні створено на системах CAD/CAM, які є безпечними та цілеспрямованими — більшість із цих систем також можуть перевіряти помилки.
Для системи CAD/CAM потрібен правильний постпроцесор, який можна отримати від постачальників CAD/CAM, щоб забезпечити правильний переклад усіх даних у формат, з яким може працювати система ЧПК машини.
Однією з переваг 5-осьової обробки (або обробки 3+2 / 4+1) є те, що вона дозволяє використовувати коротші, а отже, більш жорсткі ріжучі інструменти порівняно з 3-4-осьовою обробкою. Це призводить до швидшої подачі та швидкості, меншого відхилення інструменту та кращих умов різання.
Ці комбінації забезпечують якісну обробку поверхні, кращу точність, більш важкі розрізи та меншу кількість налаштувань, що скорочує загальний час циклу. Ця здатність є надзвичайно корисною в кишенькових програмах, таких як фрезерування глибоких порожнин у деталях або штампах і формах.
Завдяки сучасним рішенням автоматизації на 5-осьових верстатах зміну інструментів можна легко автоматизувати. Вони включають системи Tongtai AWC (автоматичний пристрій зміни деталей) або APC (автоматичний пристрій зміни піддонів), які можуть перетворювати верстати на системи FMC (гнучкі виробничі клітини) . Завдяки цьому виробництво за принципом «висока суміш – низький обсяг» — дуже ефективна техніка виробництва — стає реальністю.
Що стосується оснащення та кількості використовуваних інструментів, більші магазини ATC забезпечують значну перевагу при обробці дуже складних деталей. Стандартний журнал на 30-40 станцій буде дуже швидко обмежений. Тому рекомендується 5-осьовий верстат з ЧПК із 60 інструментальними станціями. Якщо деталі дуже складні, а до машини додаються системи автоматизації, ATC із 60 станціями є обов’язковим, хоча 120 станцій було б навіть краще.
Цей функціонал не тільки забезпечить достатню кількість різноманітних і різних інструментів, але також дозволить інтегрувати «сестринські» інструменти. Такі інструменти мають точний розмір і специфікацію, які використовуються для конкретної операції, і мають тенденцію зношуватися швидше, ніж інші інструменти. Інструменти-сестрини будуть замінені автоматично, щойно закінчиться термін служби іншого інструменту з такою ж специфікацією. Це дозволить уникнути роботи з ослабленим інструментом або його поломки.
Можливо, головна перевага багатоосьових обробних центрів полягає в тому, що більша кількість поверхонь і сторін деталей може бути оброблена в тому самому налаштуванні / затиску, ніж простіші верстати. Кілька операцій (фрезерування, свердління, нарізування різьби тощо) також можна виконувати без необхідності повторно затискати деталь у другорядне положення (або навіть переміщувати деталь на інший верстат).
Буде збережено не тільки час і уникнено витрат на кріплення, але й усунено помилки. Це зменшує потребу в додаткових машинах або робочій силі.
Тепер, коли ви дізналися, як працює 5-осьовий верстат з ЧПК, у вас може виникнути питання про переваги та недоліки таких верстатів. Розглянемо їх детально.

Плюси 5-осьового верстата з ЧПК
Ключові переваги 5-осьового верстата з ЧПК:
1) Згорнуте налаштування машини
За допомогою єдиного процесу налаштування (він же «Виготовлено в одному») ви можете значно скоротити час підготовки та підвищити ефективність як людей, так і машин. Це також зменшує людські та машинні помилки, які є результатом роботи над кількома налаштуваннями для кожного етапу обробки. Більш просте затискне обладнання, яке використовується для розміщення деталі в необхідному положенні на машині, також економить час, кошти та зменшує можливі помилки.
2) Машинні складні форми
Завдяки 5-осьовій обробці можна легко обробляти складні форми та конструкції. Це може включати наступне: частини гідравлічних систем, корпус водяного насоса, корпус коробки передач, зубчасті колеса, прес-форми для лиття під тиском, нафтогазове обладнання, медичне обладнання або обладнання для переливання крові та багато іншого.
3) Вища точність обробки
Зменшивши кількість необхідних ручних налаштувань, 5-осьовий верстат з ЧПК може допомогти підвищити загальну точність виготовленої деталі.
4) Краща обробка поверхні
Завдяки 5-осьовому верстату з ЧПК ріжучий інструмент може не тільки наближатися до заготовки, але й розташовуватися під кутом 90° до поверхні деталі — це забезпечує оптимальні умови різання в будь-який час. Четверта та п’ята осі (які є віссю обертання) дозволяють використовувати коротші ріжучі інструменти, які менше вібрують, що призводить до покращення якості поверхні. Основна мета додаткової осі — дозволити ріжучому інструменту точніше досягати всіх 5 сторін деталі.
5) Швидше видалення матеріалу
Спеціально розроблений для швидкого та ефективного видалення навіть найтвердіших матеріалів, 4+1 або повністю 5-осьовий верстат з ЧПК значно скоротить будь-які ручні зусилля. Це забезпечує більшу ефективність і стабільність обробки.
6) Значна економія часу
З огляду на зростаючі витрати на робочу силу, брак навченої робочої сили та потребу підвищити продуктивність заводу стає все більш важливим вивчати експлуатацію та вартість робочої сили. Завдяки налаштуванням «все в одному» в таких верстатах операторам не потрібно повторно затискати та переміщати деталі на інші верстати для наступної операції. Натомість вони можуть зосередитися на управлінні додатковими машинами, отже підвищуючи свою продуктивність.
7) Значна економія коштів
Збільшений термін служби інструменту призводить до меншої частоти заміни нових інструментів. Підвищена точність знижує ризик дорогих помилок або браку. 5-осьові верстати з ЧПК додатково зменшують вимоги до площі, підвищують гнучкість і використання шпинделя, зменшують потребу в дорогих пристосуваннях і зменшують загальні інвестиції в запаси — все це сприяє економії коштів.
8) Розширюйте потужність заводу та гнучкість виробництва
Для виробників деталей і контрактних виробників інвестиції в 5-осьовий верстат з ЧПК покращують гнучкість вашого виробництва. Завдяки різноманітним застосуванням такі верстати дозволяють максимально використовувати ваші машини як для великих, так і для малих виробничих замовлень. Такі можливості можуть бути відсутні у недорогих стандартних машинах, які мають явно обмежені можливості. 5-осьові верстати з ЧПК також ідеально підходять для сучасного виробничого середовища з високим вмістом – низькими обсягами виробництва, де масове виробництво менш поширене, ніж доставка оброблених деталей меншими партіями, які повторюються, якщо виникає потреба.
9) Менше конкуренції
5-осьові верстати з ЧПК можуть значно підвищити вашу продуктивність і прибутковість. Вони надають ваші виробничі можливості на кілька сходинок вище, ніж у ваших конкурентів, оскільки вони можуть виконувати більш широкий спектр складних робіт із покращеною якістю продукції, а також задовольняти майбутні вимоги виробництва.

Мінуси 5-осьового верстата з ЧПК
Природно, є деякі недоліки 5-осьового верстата з ЧПК. Ось деякі з поширених недоліків:
1) Витрати
5-осьовий верстат з ЧПК і основне програмне забезпечення часто вимагають вищих інвестицій. Загальна вартість інвестицій часто вища за вартість стандартних 3-осьових обробних центрів. Крім того, необхідне обслуговування часто є більш складним.
2) Програмування CAD / CAM
Окрім трьох лінійних рухів, задіяні два додаткові обертальні рухи, що робить 5-осьову обробку складнішою, ніж 3-осьова. Необхідно також враховувати координацію руху кожної осі, щоб уникнути перешкод, зіткнень і відповідну кількість інтерполяційного руху.
Щоб оптимізувати необхідну точність обробки та якість поверхні, складне програмування може бути складним завданням, яке може вимагати послуг кваліфікованого програміста.
3) Потрібні додаткові навички оператора
5-осьова обробка — це передова технологія, у якій для програмування, налаштування та експлуатації машини потрібен висококваліфікований технік.
З наведених вище пунктів ви можете побачити, що переваги використання 5-осьового верстата з ЧПК, як правило, переважують недоліки. Однак вам все одно слід враховувати ряд проблем, які постають перед покупкою 5-осьового верстата з ЧПК. Щоб уникнути дорогих помилок, подумайте про проведення комплексного аналізу ваших вимог до обробки, перш ніж інвестувати в такий верстат.
У сучасному складному виробництві та виробничому середовищі відсутність таких високогнучких обробних центрів ставить вашу машинну майстерню в значну невигідну позицію.
(Ви можете запросити наш каталог 5-осьових обробних центрів або заповнити контактну форму для консультації.)
25.02.2023 09:44:34
Перегляди: 44