0.00грн.
Зробити замовленняШпиндельний прискорювач-головка Narex ZP-10/X
Шпиндель-прискорювач ZP-10/X - це в основному цанговий патрон і хвостовик, оснащений механічною планетарною передачею з фіксованим передавальним числом 6:1.
Шпиндель модифікований для затиску прямих хвостовиків в діапазоні 1,0÷13 мм цангами типу ER20/ESX DIN 6499-B. Максимальна короткочасна швидкість обертання шпинделя обмежена 20.000 об/хв, звичайне використання інструменту - до 15.000 об/хв при допустимій робочій температурі до 50°C.
Апарат затискається в шпинделі верстата за допомогою конічного хвостовика і за допомогою стопорного пристрою утримується корпус - шестерня планетарної передачі, що утримується в нерухомому стані.
Пристосування може використовуватися у вертикальному або горизонтальному положенні на фрезерних, розточувальних або свердлильних верстатах, призначених для обробки сталі, чавуну, кольорових металів, легких металів і пластмас. При використанні на верстатах з ЧПК можна використовувати магазин для інструментів, якщо можливості верстата підходять для цього (максимальна укладальна маса і габарити).
Застосування прискорювальних головок:
- як спеціальне приладдя для фрезерних, розточувальних, свердлильних, верстатів з ЧПК
- для точного і продуктивного фрезерування і розточування з високими швидкостями різання
Основні технічні дані прискорювальної головки:
Передавальне число:
1:6
Частота обертання шпинделя:
20.000 об/хв
Потужність:
4,5 кВт
Діаметр інструменту:
1,0÷13,0 мм
Цанга:
ER20/ESX
Можливості затиску (конус шпинделя):
ISO 40 DIN 2080, ISO 50 DIN 2080,
ISO 40 DIN 69871, ISO 50 DIN 69871,
CAT 40, CAT 50,
BT 40, BT 50,
ISO 40 ČSN 220432,
MT4, MT5, MT6
Прискорювальна головка ZP-10/X складається:
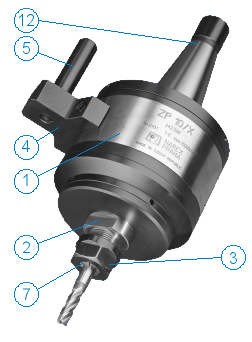
1 - корпус
2 - шпиндель
3 - цангова гайка
4 - стопорний пристрій
5 - стопорний штифт
7 - цанга
12 - конічний хвостовик

Часті запитання по використанню прискорювальної головки (FAQ)
Які типи шпинделів виробляє і постачає фірма NAREX MTE?
Фірма NAREX MTE виробляє та постачає наступні шпинделі: ZP 10/X - базова конструкція, ZP 10/XW - конструкція з внутрішнім охолодженням, ZP 20/X - базова конструкція, ZP 20/XW - конструкція з внутрішнім охолодженням
Які умови поставки?
Конструкція ZP 10/X поставляється протягом 2 - 4 тижнів, інші конструкції протягом 8-12 тижнів після отримання замовлення.
Що таке базова конструкція?
Це конструкція для ручної або автоматичної заміни з байпасом охолоджувальної рідини (тип A)
Які максимальні оберти окремих типів?
ZP 10/X - передавальне число 6:1, макс. 20.000 об/хв,
ZP 10/XW - передавальне число 6:1, макс. 11.000 об/хв, з макс. тиском охолоджуючої рідини 20 бар,
ZP 20/X - передавальне число 5:1, макс. 15.000 об/хв,
ZP 20/XW - передавальне число 5:1, макс. 7.000 об/хв, з максимальним тиском охолоджувальної рідини 20 бар.
Чому конструкція прискорювальної головки XW має нижчі максимальні оберти?
Це пов'язано з тим, що ущільнювальний компонент має прийнятну довговічність.
Які інструменти можна затискати на цьому верстаті?
Свердла та фрези зі швидкоріжучої сталі або з твердого сплаву з прямим хвостовиком. Закріплюються на сталевій цанзі.
Діапазон:
для ZP 10/X і ZP 10/XW 1,0 - 13,0 мм цанга ER 20,
для ZP 20/X і ZP 20/XW 2,0 - 20,0 мм цанга ER 32
Які вимоги до верстата?
A - затискна порожнина шпинделя повинна бути в такому стані, щоб затиск був точним і жорстким,
B - посадочні місця шпинделя і столу верстата повинні мати необхідну жорсткість для запобігання небажаних вібрацій під час обробки.
Що робити, коли затиснутий інструмент показує більшу величину хибного ходу?
Необхідно виміряти биття шпинделя по краю западини для цанги. Величина биття не повинна перевищувати 0,02 мм. Якщо це виконується, то можна шляхом повороту цанги і затискного інструменту знову знайти оптимальне значення биття.
Як обмежуються умови різання?
В інструкції з експлуатації наведені основні умови, яких необхідно дотримуватися. Цей верстат не призначений для заправки або великих навантажень, а для швидкісної обробки невеликими діаметрами ріжучих інструментів. Максимальні оберти ви знайдете в пункті 4 цього документа, максимальна подача на зуби фрези не може бути вище 0,025 мм, а максимальна глибина стружки - 0,5 d (діаметр інструменту).
Як зменшити вібрацію інструменту?
A - вибрати фрезу з більшою кількістю зубів,
B - мінімізувати биття затискного інструменту,
C - відрегулювати режими різання
Як зменшити шорсткість оброблюваної поверхні?
A - усунути вібрацію верстата,
B - замінити затуплений інструмент на новий,
C - відрегулювати режими різання,
D - змінити мастильно-охолоджуючу рідину
Що робити з прискорювальною головкою після закінчення терміну служби?
Доручити виробникам діагностувати його та провести відповідний ремонт.
Зверніть увагу!
Точність, а також вібрації впливають на якість оброблюваної поверхні, а знос інструменту значно залежить від стану порожнини шпинделя, в яку затискається пристосування. Перед затисканням шпинделя порожнина шпинделя повинна бути чистою і без нерівностей.
Завантажити каталог Narex - Прискорювальні головки

Завантажити інструкцію до Прискорювальної головки
