0.00грн.
Зробити замовленняВисокоточний роликовий накатний полірувальний інструмент SCAMI
Роликове полірування SCAMI
Роликове полірування - це процес холодної обробки, при якому досягається чистота поверхні за рахунок планетарного обертання загартованих валків по марнування або витонченою металевої поверхні. Однак, на відміну від холодної прокатки, яка зазвичай призводить до великих змін перетину, полірування роликів включає в себе холодну обробку поверхні заготовки для поліпшення структури поверхні.
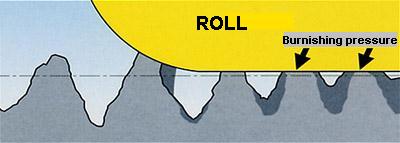
У процесі полірування тиск, що створюється роликами, перевищує межу текучості м'якшою деталі. поверхню в точці дотику. Результатом є невелика пластична деформація структури поверхні деталі.
Оскільки всі оброблені поверхні складаються з серії виступів і западин неправильної висоти і відстані, пластична деформація, створювана поліруванням роликів, являє собою зсув матеріалу в виступах, який під тиском стікає в глкбіни. В процесі, сліди інструменту і нерівності викочуються.
В результаті виходить дзеркальне покриття з міцної, загартованої, зносостійкого і стійкою до корозії поверхнею.
ПЕРЕВАГИ РОЛИКОВОГО ПОЛІРУВАННЯ SCAMI

Покращені металургійні властивості
Полірування холодним способом обробляє метал оброблюваної деталі. Сліди інструменту викочуються. Зерниста структура ущільнена і подрібнена, а щільна поверхня більш гладка, тверда і довговічна, ніж шліфовані або відточені поверхні. Дія кочення також значно знижує пористість поверхні і подряпини, які можуть містити хімічно активні речовини або забруднення. В результаті корозійна стійкість полірованих поверхонь вище, ніж у відкритих поверхонь, отриманих шліфуванням або хонингованием. Залежно від типу полірованого матеріалу твердість поверхні може бути збільшена на цілих 10 балів за шкалою Роквелла C. необхідність термічної обробки поверхні як засобу підвищення зносостійкості. Ще одне металургійне удосконалення пов'язано з наведеними залишковими стискають напругами на поверхні деталі в результаті пластичної деформації при операції полірування роликів. Ці стискають напруги значно збільшують характеристики міцності і втомну довговічність деталі, оскільки будь-які сили, що діють на деталь, повинні долати ці залишкові напруги, а також межа міцності матеріалів до того, як виникнуть умови втоми.
Покращена обробка поверхні
Роликова полірування надає блиск будь-якому оброблюваної металу. Просвердлені, розгорнуті або точені поверхні до 125 мікродюймів або більше можуть бути оброблені до 4 мікродюймів CLA або менше за один прохід зі швидкістю подачі від 125 до 300 мм / хв. Полірування роликів замінює шліфування, хонінгування, притирання і інші дорогі вторинні операції операції.
ПІДГОТОВКА ДО РОЛИКОВОГО ПОЛІРУВАННЯ
Роликове полірування - це процес холодної обробки для отримання чистової обробки. Ми нагадуємо вам кілька корисних порад для отримання відмінного результату:
• ОБЛАШТУВАННЯ: пластичність і твердість матеріалу заготовки і підготовка поверхні визначають якість полірованої обробки.
• обробка: будь-який пластичний і піддатливий матеріал до RC40 можна полірувати валиком.
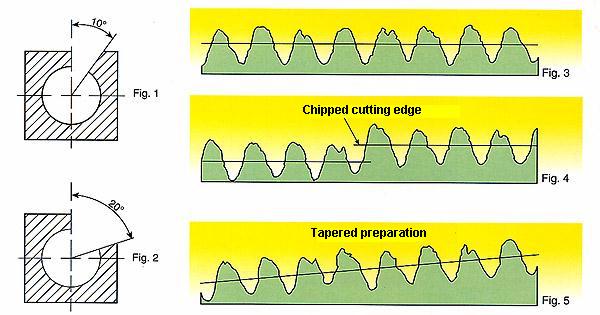
• властивості ОБРОБЛЕНОЮ ПОВЕРХНІ: деталі з переривчастою поверхнею не більше 10% окружності можуть бути успішно відполіровані стандартним інструментом (див. Рис. 1 і 2).
• допуск полірованого ЧАСТИНИ: діапазон допуску, який досягається в результаті воронения, буде дорівнює діапазону допуску, отриманого в результаті попередньої обробки, так як ніякий матеріал не буде видалений.
Ідеальна поверхня для полірування - це послідовність виступів, відповідна регулярної подачі підготовчого інструменту (рис. 3). Ми пропонуємо розширюється розгортку ALVAN® для попереднього полірування, оскільки вона забезпечує однорідну шорсткість і допуск в діапазоні ISO6 - ISO7. Слід звернути увагу на попередньо оброблені конуси і нерівності поверхні, викликані відмовою різального інструменту, оскільки ці умови не можуть бути виправлені. за допомогою операції вальцювання (див. рис. 4 і 5).
РЕГУЛЮВАННЯ І ЯК ПРАЦЮЄ РОЛИКОВИЙ ІНСТРУМЕНТ
Регулювання полировальної роликової накатної головки SCAMI
Інструмент для полірування роликами складається з хвостової частини, корпусу і планетарної системи конічних валків, які рівномірно рознесені утримує сепаратором.
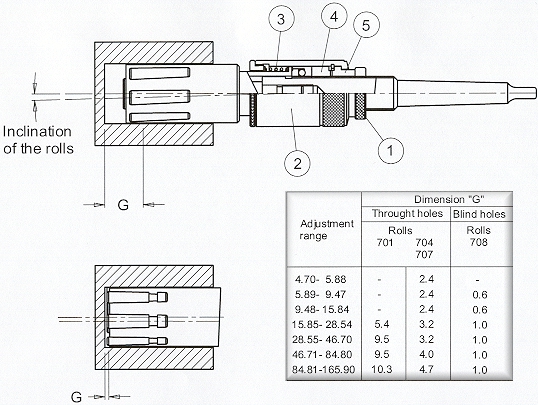
Перед використанням полірувальний інструмент необхідно відрегулювати до необхідного робочого діаметру, виконавши такі дії:

відкрутити стопорну гайку (п.1)

тягнути корпус (п.2) у напрямку до контргайці (п.1)

поверніть корпус (п.2) для збільшення або зменшення діаметра

переконайтеся, що мікрометрична гайка і втулка (п. 4 і 5) зафіксовані

затягніть контргайку (п.1)
Як це працює
Роликовий полірувальний інструмент повинен бути поєднаний із заготівлею (максимальна похибка 0,1); якщо є сумніви в помилку центрування, потрібен плаваючий хвостовик.
Коли інструмент знаходиться в отворі, конус штовхає валки на полірованих поверхню. Обойма утримує валки під кутом до осі інструменту, тому тиск полірування створює самоподачу, яка втягує інструмент в отвір.
Коли самоподача не потрібно, наприклад, для глухих отворів, ви повинні використовувати сепаратор, який утримує валки паралельно осі інструменту.
Якщо подача машини зупинена або повільніше, ніж природна швидкість, ролики витягають сепаратор, утримуваний в цьому положенні випускний пружиною (поз. 3), і потім звільняються від поверхні отвору. Звільнення валків дозволяє швидко вивести їх з отвору (див. Розмір «G» в таблиці).
Пружина відпускання гарантує, що валки знаходяться в правильному положенні для полірування необхідного діаметра.
Роликовий полірувальний інструмент вимагає мастила, а не охолодження. Рясна подача мастила повинна подаватися безпосередньо до інструмента, щоб забезпечити хорошу промивку та очищення.
Рекомендується встановити фільтр в систему змащення для запобігання циркуляції стружки, яка може викликати пошкодження полірованій поверхні і інструменту.
Завантажити каталог SCAMI
