0.00грн.
Оформить заказ
Емкость, л: 1
Применение: универсальные станки
62.37грн.
Наличие: 29

Емкость, л: 1
Применение: станки с ЧПУ
124.74грн.
Наличие: 12

Емкость, л: 5
Применение: универсальные станки
312.24грн.
Наличие: 14
Емкость, л: 5
Применение: станки с ЧПУ
624.47грн.
Наличие: 16
Емкость, л: 10
Применение: универсальные станки
624.47грн.
Наличие: 17
Емкость, л: 10
Применение: станки с ЧПУ
1 248.56грн.
Наличие: 12

Емкость, л: 200
Применение: универсальные станки
12 486.32грн.
Наличие: 9
Применение: станки с ЧПУ
24 973.03грн.
Наличие: 9
Важность смазывающе-охлаждающих жидкостей в металлообработке
Охлаждающие жидкости являются важной частью механической обработки, включая шлифование, фрезерование и токарную обработку. Они помогают продлить срок службы инструмента и обеспечивают улучшенное качество поверхности обрабатываемых деталей. Понимание роли и типов охлаждающей жидкости поможет вам выбрать охлаждающую жидкость, подходящую для вашей машины и операции. Правильно поддерживая уровни концентрации охлаждающей жидкости, вы продлеваете срок службы не только охлаждающей жидкости, но и своих инструментов и станка.
Какова роль охлаждающих жидкостей?
Важнейшие функции охлаждающей жидкости в процессе механической обработки включают в себя:
- Уменьшение и удаление накопления тепла в зоне резания и заготовке
- Обеспечивает смазку для уменьшения трения между инструментом и удалением стружки
- Смывает стружку и мелкие абразивные частицы с рабочей зоны
- Защищает от коррозии
Тип обработки и обрабатываемые материалы определяют тип используемой охлаждающей жидкости, а также необходимый баланс охлаждения и смазки. Изменяя соотношение смешивания или концентрацию охлаждающей жидкости, вы получаете другой баланс охлаждения и смазки. Более бедная смесь обеспечивает лучшее охлаждение, а более концентрированная смесь дает больше смазки.

Типы охлаждающих жидкостей
Охлаждающие жидкости сгруппированы в четыре основные категории и имеют множество различных составов. Выбор охлаждающей жидкости должен основываться на общей производительности, которую она обеспечивает, в зависимости от области применения и используемых материалов.
Растворимые масла: самые распространенные из всех водорастворимых смазочно-охлаждающих жидкостей и отличный вариант для механической обработки общего назначения. Недостатком является то, что они склонны к микробиологическому росту грибков и бактерий, если масляный поддон охлаждающей жидкости не обслуживается должным образом.
Синтетические жидкости: эти типы жидкостей, как правило, являются самыми чистыми из всех смазочно-охлаждающих жидкостей, поскольку они не содержат минерального масла и не пропускают инородное масло. Однако они обеспечивают наименьшую смазку.
Полусинтетические жидкости: считается лучшим из обоих миров, они содержат меньше масла, чем жидкости на основе эмульсии, имеют менее вонючий запах и сохраняют почти те же смазывающие свойства. Это делает их применимыми для более широкого диапазона обработки.
Простые масла: они не смешиваются с водой и имеют состав на основе минерального или нефтяного масла и содержат смазочные материалы, такие как растительные масла, жиры и сложные эфиры. Они обеспечивают наилучшую смазку, но имеют наихудшие характеристики охлаждения.
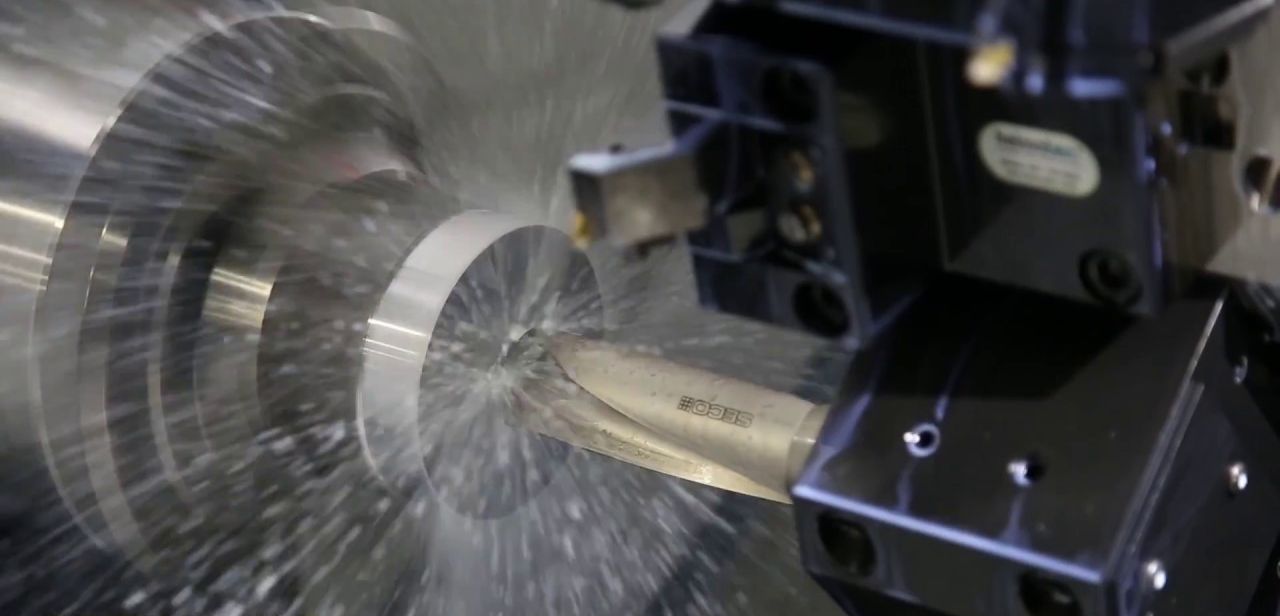
Как работают системы охлаждения токарных станков
В процессе обработки охлаждающая смесь заливают рабочую зону. Этот процесс также смывает стружку и частицы с рабочей зоны. Охлаждающая жидкость собирается в поддоне в нижней части станка. Охлаждающая жидкость откачивается из поддона и возвращается в рабочую зону.
Необходимо контролировать, обслуживать и регулировать как центральные, так и отдельные системы охлаждения станка. К сожалению, в небольших системах СОЖ, как правило, используется менее эффективное оборудование для фильтрации и отделения масла по сравнению с центральными системами. Небольшие системы также подвержены более быстрым изменениям и большим колебаниям уровня конкреции. Следовательно, охлаждающая жидкость, используемая в небольших системах, должна быть более устойчивой к загрязнению металлической стружкой, остатками масла и другими материалами. Не только тип охлаждающей жидкости играет роль в продлении срока службы вашей охлаждающей жидкости, но и правильное обращение с охлаждающей жидкостью становится еще более важным.
Концентрация охлаждающей жидкости
Если соответствующие уровни концентрации охлаждающей жидкости не поддерживаются, может возникнуть несколько проблем. Самая распространенная проблема — низкая концентрация. Если концентрация охлаждающей жидкости ниже минимального коэффициента, установленного поставщиком охлаждающей жидкости, существует риск:
- Коррозия станков и деталей
- Сокращение срока службы инструмента
- Бактериальный рост
С другой стороны, если концентрация охлаждающей жидкости слишком высока, это приводит к:
- Меньшая теплопередача
- Пенообразование
- Уменьшенная смазка
- Отработанный концентрат
- Образование нагара, сокращающего срок службы инструмента
- Окрашивание машин и обрабатываемых деталей
- Токсичность (раздражение кожи)
В начале каждого дня охлаждающую жидкость следует проверять на поддержание приемлемого уровня концентрации. Ручные рефрактометры — отличный способ проверить концентрацию охлаждающей и шлифовальной жидкости, чтобы поддерживать ежедневный контроль уровней концентрации. Концентрация охлаждающей жидкости машин может изменяться на 5-20 % каждый день из-за испарения, разбрызгивания, запотевания и уноса. Ведение ежедневного журнала уровней концентрации для каждой машины позволяет понять, как работает система и насколько уровни концентрации меняются изо дня в день.
Выбирая правильную охлаждающую жидкость для типа станка и обрабатываемых металлов, а также поддерживая уровни концентрации, вы продлеваете срок службы охлаждающей жидкости, инструментов и вашего станка.